
Description
Introduction:
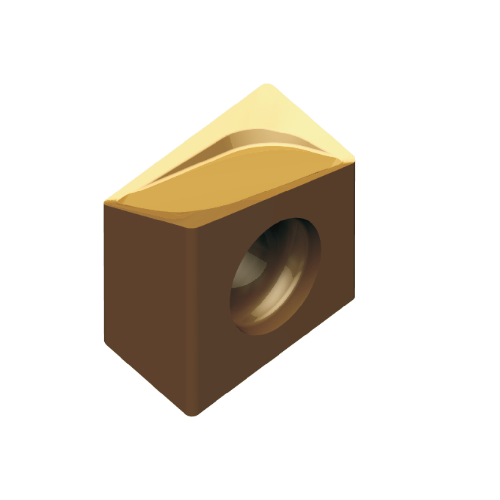
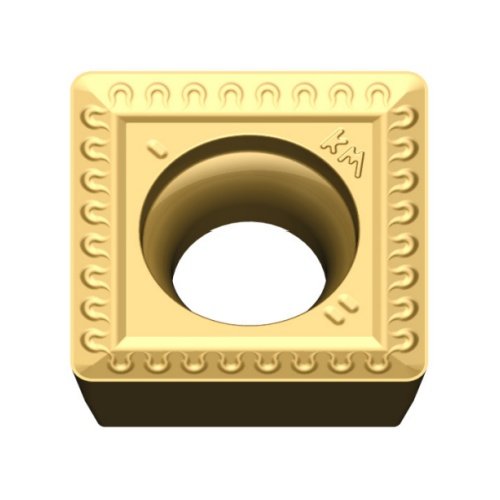
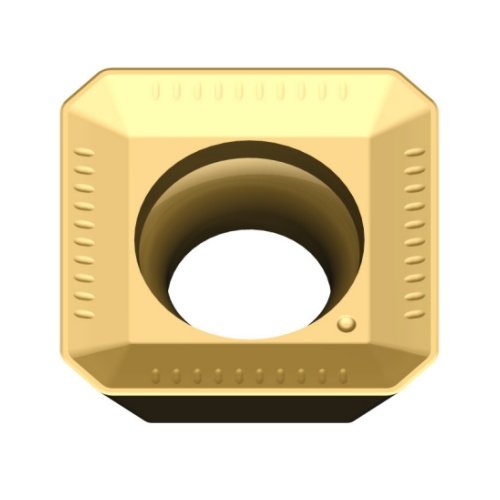
The LN-W Kr 90° insert is designed for high-performance face and shoulder milling applications. Featuring a rectangular geometry with integrated wiper edge, this insert delivers excellent surface finish even at higher feed rates. The 90-degree entering angle ensures accurate square shoulder machining and stable cutting performance.
Manufactured from high-quality carbide substrate with advanced PVD or CVD coating, the LN-W Kr 90° insert provides high hardness, superior wear resistance, and long tool life. It is suitable for machining steel, stainless steel, and cast iron, making it an ideal choice for high-efficiency CNC milling operations.
- Hardness and Wear Resistance
The insert is manufactured from high-quality cemented carbide substrate with optimized toughness and wear resistance. The substrate hardness ranges from HV 1500 to 1800, providing excellent resistance to plastic deformation under heavy cutting loads. The advanced PVD or CVD coating further increases surface hardness to HV 2500–3500, significantly improving abrasion resistance and extending tool life.
The insert is recommended for machining workpieces with hardness up to 45 HRC, with optimal performance achieved in the range of HB 180–320.
- Surface Quality and Finishing Performance
Thanks to the integrated wiper (W) geometry, the LN-W Kr 90° insert delivers excellent surface finish even at higher feed rates. Under normal cutting conditions, a surface roughness of Ra 0.8–1.6 μm can be achieved. With optimized parameters, rigid machine setup, and minimal cutter runout, surface roughness values of Ra ≤ 0.8 μm are possible.
- Cutting Speed and Productivity
Designed for high-efficiency machining and supports relatively high cutting speeds depending on the workpiece material. Typical cutting speed recommendations are 150–250 m/min for steel (ISO P), 120–200 m/min for stainless steel (ISO M), and 180–300 m/min for cast iron (ISO K).
Combined with the wiper geometry, the insert allows increased feed per tooth of 0.20–0.40 mm/tooth, resulting in higher material removal rates while maintaining stable cutting performance and good surface finish.
- Depth of Cut and Machining Stability
For typical face and shoulder milling operations, the insert supports an axial depth of cut (ap) between 1.5 and 6.0 mm, with a recommended radial depth of cut (ae) of 30–70% of the cutter diameter.
The 90-degree entering angle generates strong radial cutting forces, enabling accurate square shoulder machining and stable performance on rigid machine tools.
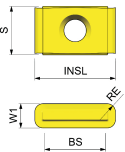
Main technical parameters:
|
Type |
IC | S | BS | W1 |
| LN_1204_W | 12.70 | 9.525 | 9.50 |
4.76 |
| LN_1604_W | 15.875 | 9.525 | 12.50 |
4.76 |
| Type |
RE |
Cutting Parameters |
|
| ap(mm) |
fz(mm/z) |
||
|
LNGX 120408-W |
0.8 | 1.20-10.00 | 0.10-0.50 |
|
LNGX 120416-W |
1.6 | 2.20-10.00 |
0.10-0.50 |
| LNGX 160408-W | 0.8 | 1.20-13.00 |
0.10-0.50 |
| LNGX 160416-W | 1.6 | 2.20-13.00 |
0.10-0.50 |






Reviews
There are no reviews yet.