
Description
Introduction:
Premium HN06 face milling inserts available in multiple edge angles: HN06 Kr60°/APMX 4.3 Kr45°/APMX 3.2 Kr15°/APMX 1.6. Designed for high-efficiency CNC face milling, these inserts deliver exceptional durability, precision, and consistent surface finish on a variety of materials including steel, stainless steel, cast iron, and high-strength alloys. Ideal for both roughing and finishing operations, they reduce cutting forces, improve tool life, and enhance overall productivity. Suitable for industrial machining, heavy-duty milling, and precision metalworking applications. Optimize your machining performance with reliable, high-quality face milling inserts.
Coating (Coated Carbide Inserts)
- Inserts in this class are usually carbide-based with advanced coatings like PVD (Physical Vapor Deposition) or CVD (Chemical Vapor Deposition) to enhance wear resistance and thermal stability.
- Coatings improve performance on steel, stainless steel and cast iron by reducing friction, enhancing hardness, and extending tool life.
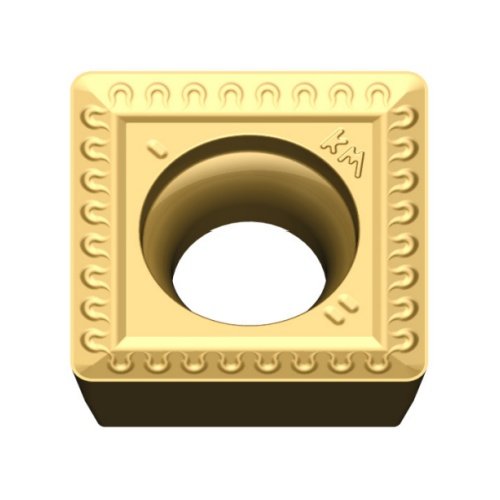
- Typical surface finish: polished or semi-polished to improve chip flow and reduce built‑up edge.
- Often coated with combinations of TiAlN, AlTiN, TiN, TiCN depending on brand and target application.
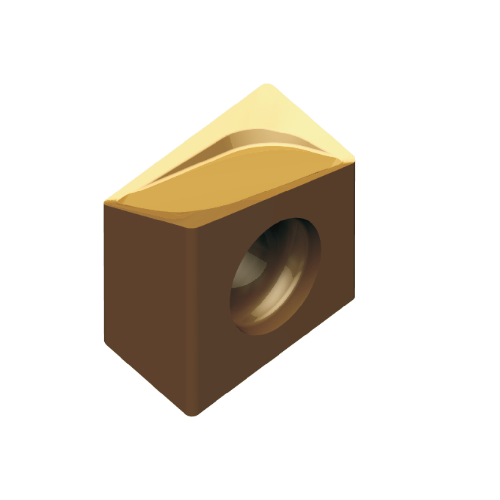
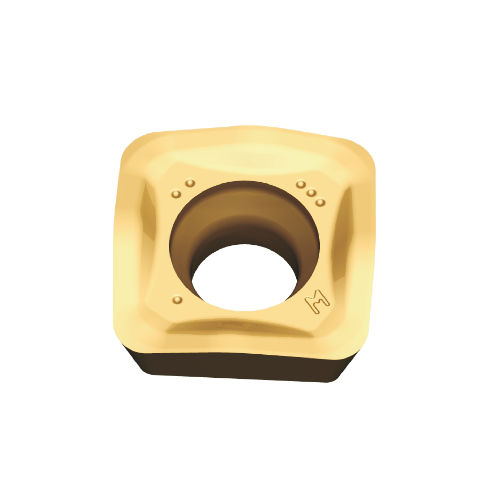
Insert shape/geometry: Often ISO-Standard face milling type with multiple usable edges.
Cutting edge design: May include chipbreakers or micro‑grooves to control chip formation and reduce vibration.
Multiple cutting edges: Increases economy (more edges per insert).
Surface finish: Smooth or semi-smooth top surface to reduce adhesion and build-up.
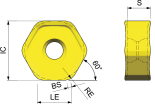
Main technical parameters:
| Type | IC | S | BS |
APMX |
| HN_0604_ | 6.50 | 12.00 | 4.48 |
– |
|
Type |
RE | Cutting Parameters | |
|
ap(mm) |
fz(mm/z) |
||
|
HNGJ0604ANN-WL |
1.0 | 0.50-2.80 | 0.10-0.25 |
| HNGJ060432ANN-WL | 3.2 | 1.50-3.50 |
0.13-0.25 |
| HNPJ0604ANN-WM | 1.0 | 0.50-2.80 |
0.10-0.25 |






Reviews
There are no reviews yet.