

Description
Introduction:
The EDMNS-J turning insert represents a pinnacle of carbide metallurgy, micro-geometry optimization, and chip evacuation engineering. Ultra-fine WC-Co microstructures with advanced multilayer PVD coatings mitigate thermal softening and flank crater propagation under high-speed, high-feed interrupted grooving of stainless steels, Ni-based superalloys, and hardened alloy steels. Precision-balanced positive/negative rake angles, reinforced tip micro-reliefs, and optimized land-to-flank ratios suppress chatter harmonics, minimize built-up edge, and ensure sub-micron groove fidelity. Multi-faceted cutting corners facilitate laminar chip flow, maintain critical edge sharpness, and extend tool life under cyclic thermo-mechanical loads. Tailored for advanced turning, high-speed grooving, and parting operations, the insert delivers unparalleled process repeatability, industrial-grade surface integrity, and consistent dimensional stability, establishing it as the professional benchmark for high-demand, precision machining applications.
- Micro-Optimized Multi-Radius Edge with Stress-Gradient Control
EDMNS-J integrates multi-radius cutting edges with locally tailored micro-relief angles. This design distributes cutting stresses along the edge, reduces stress concentration at micro-asperities, and mitigates micro-chipping and edge collapse under high-feed, interrupted cutting conditions.
- Sub-Micron Carbide Matrix with Engineered Binder Distribution
The WC-Co substrate features sub-micron grains with controlled binder saturation, optimizing fracture toughness while preserving edge hardness. Microstructural engineering ensures crack propagation is arrested at grain boundaries, minimizing flank and crater wear during high thermal and mechanical loads.
- Gradient Multi-Layer Coatings with Residual Stress Engineering
Multi-layer PVD/CVD coatings (TiAlN/AlCrN/hybrid) are deposited with gradient hardness and controlled compressive residual stress. Outer layers reduce oxidation and friction; intermediate layers act as thermal barriers; innermost layers ensure strong adhesion to the substrate, maintaining micro-edge integrity under cyclical thermal loads.
- Micro-Polished Surfaces with Friction and Heat Optimization
Micro-polishing of rake and flank faces lowers friction coefficients, reduces localized adhesion, and enhances convective and radiative heat dissipation at the cutting zone. This suppresses thermal softening, reduces crater wear, and maintains dimensional stability at tight tolerances.
- 3D Chip Breaker Geometry with Laminar Chip Flow
Precision 3D chip breaker channels control chip segmentation, maintain laminar flow, and direct chips away from the cutting zone. This reduces recutting, lowers thermal and mechanical loading on the cutting edge, and minimizes micro-vibration induced edge micro-fractures.
- Thermal-Mechanical Stability with Edge Integrity Preservation
The combined effect of ultra-fine carbide microstructure and gradient coatings stabilizes cutting temperature, minimizes thermal expansion mismatch, and prevents micro-cracking and adhesive wear under high-speed and heavy-load cutting operations.
- High Rigidity Body Design for Vibration Damping
The insert body geometry is engineered to maximize stiffness and minimize deflection, allowing uniform stress distribution during deep cuts. This suppresses chatter, reduces cyclic micro-fracturing, and extends tool life in roughing and interrupted machining.
Main technical parameters:
|
Type |
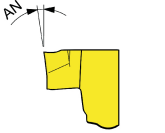
INSL | S | BW | AN |
|
EDMN20_S_ |
– | – | 1.70 | 7° |
|
EDMN30_S_ |
– | – | 2.60 | 7° |
| EDMN40_S_ | – | – | 3.60 |
7° |
| EDMN50_S_ | – | – | 4.20 |
7° |
| EDMN63_S_ | – | – | 5.30 |
7° |
|
Type |
CW | RE | fn (mm/r) |
|
EDMN2002S-J |
2.00 | 0.2 | 0.04-0.12 |
|
EDMN3002S-J |
3.00 | 0.2 |
0.04-0.16 |
| EDMN4003S-J | 4.00 | 0.3 |
0.05-0.18 |
| EDMN5003S-J | 5.00 | 0.3 |
0.05-0.20 |
| EDMN6304S-J | 6.30 | 0.4 |
0.05-0.25 |








Reviews
There are no reviews yet.